點擊圖片放大
點擊圖片放大商品名稱:
ASW-1200~2400
ASW-1200~2400
詳細介紹:
基本規格
品名 Model | INVERTER ASW-1200 | INVERTER ASW- 1600 | INVERTER ASW- 2400 |
使用電源 Input Power(註1) | AC220V 三相 50HZ∕60HZ | AC220V 三相 50HZ∕60HZ | AC220V 三相 50HZ∕60HZ |
最高無負荷電壓 O.C.V. | 95 V | 100 V | 100 V |
熔接電流 Welding Current
| 60 - 1200A | 小30 - 650A 大650-1600A | 小60 - 1300A 大1300-2400A |
最大瞬間定格入力(KVA) | 52KVA | 70KVA | 105KVA |
額定使用率 Duty Cycle | 40% | 40% | 40% |
通電時間 Timer | 50-2000 ms | 50-2000 ms | 50-2000ms |
適用銲柱 | M3-M13 | M6-M22 | M6-M30 |
遮護方式 Shielding | 氣體/陶瓷環 | 氣體/陶瓷環 | 氣體/陶瓷環 |
外型尺寸(長×寬×高) mm | 800 × 450 ×1150 | 800 × 600 ×1250 | 800 × 750 × 1200 |
機體重量 Weight | 150 KG | 180 KG | 250KG |
註1.AC380V / AC440V / AC415V高壓電源接受訂製。
機器特點
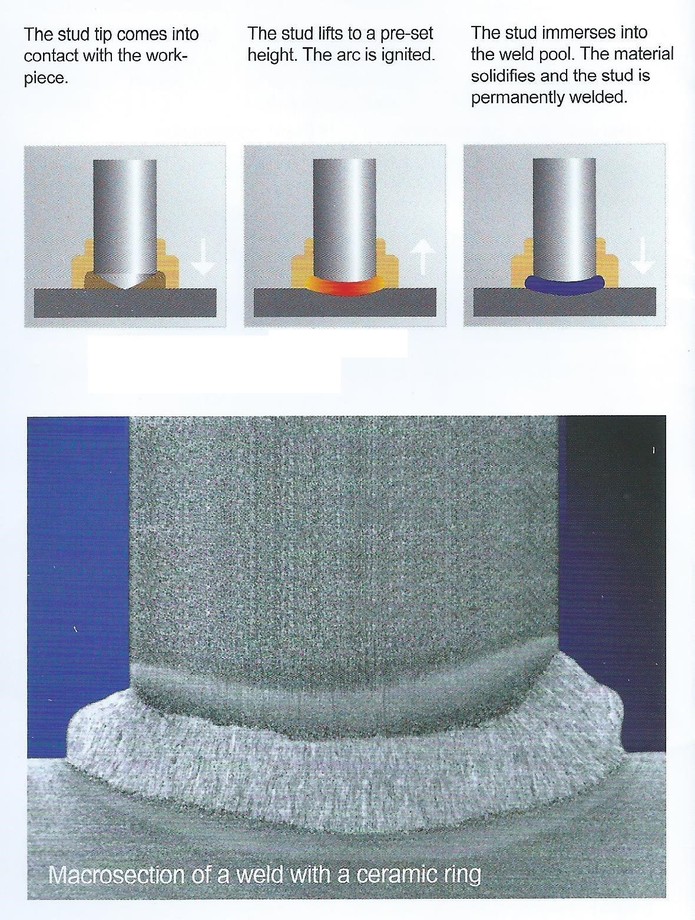
- 1.採用高功率IGBT變頻式設計,電流密度高,在瞬間實現銲柱全斷面熔合的可靠銲接。
- 2.三相入力,變頻式工作頻率20KHz,比傳統閘流體控制式省電50%以上。
- 3.銲接過程中通過微電腦運算,對銲接電流進行精確調節,連續重覆銲接時輸出電流穩定,熔合符合規範。
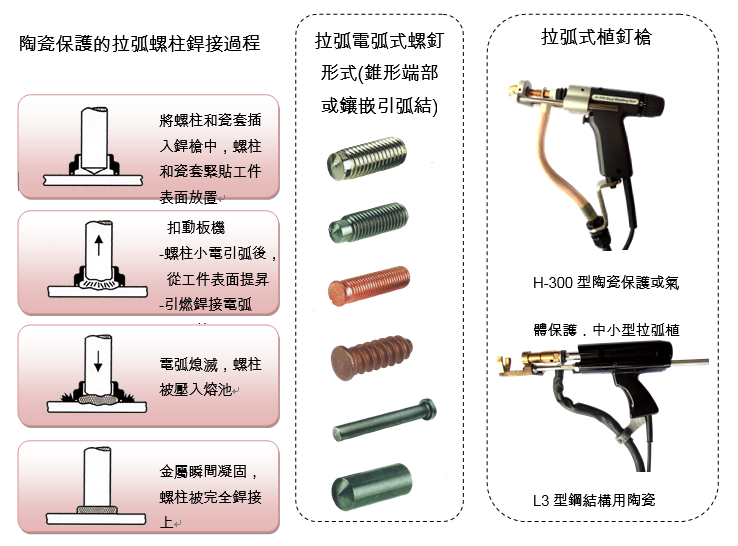
- 4.設計有長週期/短週期時間,陶瓷保護/氣體保護。短週期適用薄板螺柱銲。
- 5.參考參數:Ø13螺柱-1,000A/0.5sec,Ø16螺柱-1,200A/0.6sec,Ø19螺柱-1,500A/0.8sec
Ø22螺柱-1,700A/1.0sec,Ø25螺柱-2,000A/1-1.2sec
- 6.植釘銲單面銲接,生產成本低、效率高、熱影響區小、銲接工件無變形、最佳鋼結構製程。
- 7.M3-M25碳鋼、不銹鋼、銅、鋁合金和鍍鋅材料螺柱方便快捷的銲接在金屬工件表面,銲接強度高。
- 8.本研發技術論文-「變頻式電弧植釘銲設備開發與應用」,榮獲台灣銲接協會103年論文集最佳技術論文。

機車框架M6碳鋼植釘實案
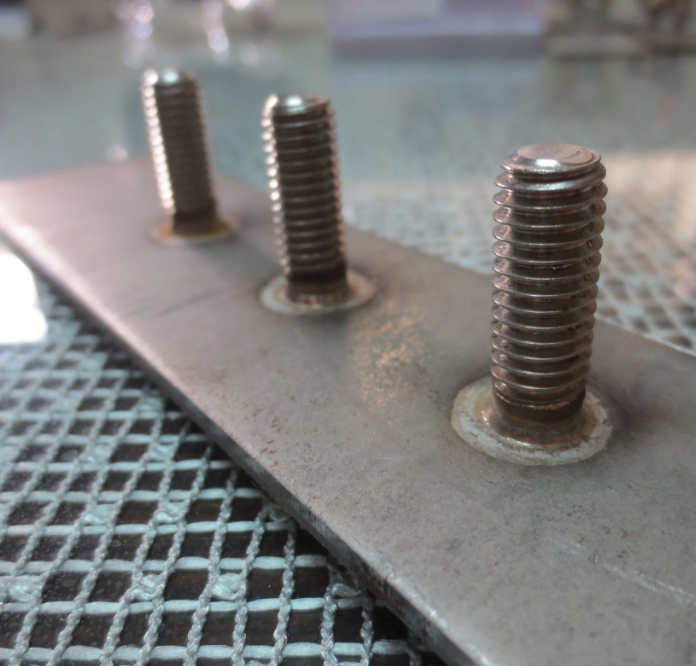
氣體保護M8不銹鋼植釘實

各尺寸剪力釘銲接示範