
 點擊圖片放大
點擊圖片放大CD-600~CD-1200
CD-600~CD-1200
基本規格
品名 Model | CD - 600型 | CD - 800型 | CD - 1200型 | |
電源input power | 單相AC 220V ±10%或單相AC 110V ±10%、50 / 60HZ | |||
15 A | 15 A | 20 A | ||
溶接適合材質stud materials | 碳鋼、不鏽鋼、銅、鋁、鈦 mild steel、stainless、brass、copper、aluminum、titanium | |||
充電(溶接)電壓charge range | DC 0~180V連續上下可調 | |||
溶接適合 stud range (mm) | 螺柱外徑 | M1.6 ~ M8 | M1.6 ~ M8 | M1.6 ~ M10 |
鋁銅螺柱外徑 (aluminum,titanium) | M1.6 ~ M6 | M1.6 ~ M6 | M1.6 ~ M8 | |
最大溶接面 (weld base dia) | φ8 (MAX) | φ10 (MAX) | φ14 (MAX) | |
容量切替capacitance range | 100% | |||
充電時間(S) charge time | 1 ~ 2秒 | 1 ~ 2秒 | 2 ~ 3秒 | |
機體尺寸 ( L×W×H ) dimensions (mm) | 430L × 215W × 400H | 430L × 215W × 400H | 490L × 215W × 400H | |
機體本體重量weight | 20 KG | 22 KG | 25 KG | |
附屬部品 standard accessories cable | 電源線3米,母材線與夾鉗2米×2並接頭 3m power cable,2m ground cable witch double clamps | |||
機器特點
- 1.有螺柱與工件接觸指示燈,確實、安定的溶接品質。
- 2.機器工作時充電電壓值=電流值大小,可自由上下調整後繼續工作,不需關機。
- 3.超瞬間放電迴路設計,各種材質溶接安定。
- 4.植釘槍可適用碳鋼、不鏽鋼、鋁、銅、鈦等金屬。
- 5.入力電壓在100V ~ 120V [200V ~ 240V] 間變動,放電電壓依然穩定,溶接品質可以掌控。
- 6.1/1000秒溶接完成,母材熱影響區極小,工件背面無銲痕。
- 7.1 ~ 2秒內間隔充電電壓完成充電,提高工作效率。
註:1.電容式植釘機有三項產品,CD-600/CD-800/CD-1200,若螺柱只打M3/M4建議使用
CD-600,對M8/M10螺
柱有品質上的要求,建議使用CD-1200。
2.本設備研發技術論文發表於台灣銲接協會2009年的年會論文發表會-「電容式植釘機
的開發」。
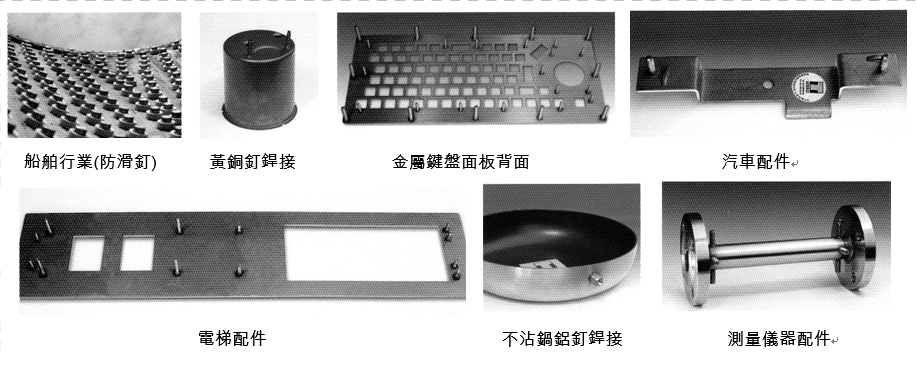
應用範圍
參考參數表 (以CD-800為例)
碳鋼、不繡鋼螺柱釘 參考充電電壓值 |
| 鋁螺柱釘 參考充電電壓值 | ||
螺柱釘 | 充電電壓 (V) | 螺柱釘 | 充電電壓 (V) | |
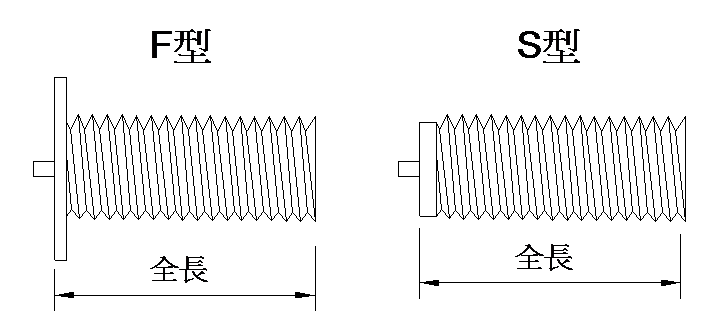
M3-S型 | 40 | M3-S型 | 50 | |
M3-F型 | 55 | M3-F型 | 60 | |
M4-S型 | 50 | M4-S型 | 60 | |
M4-F型 | 63 | M4-F型 | 80 | |
M5-S型 | 60 | M5-S型 | 75 | |
M5-F型 | 105 | M5-F型 | 80 | |
M6-S型 | 100 | M6-S型 | 85 | |
M6-F型 | 120 | M6-F型 | 90 | |
M8-S型 | 160 |
| ||
M8-F型 | 170 | |||
螺柱與工件溶接適用關係表 | ||||||
母材 螺柱 | 一般鐵板 | 鍍鋅鐵板 | 不鏽鋼板 | 銅板 | 黃銅板 | 鋁板 |
碳鋼 | ◎ | ◎ | ◎ | ○ | ○ | - |
不鏽鋼 | ◎ | ○ | ◎ | ◎ | ◎ | - |
黃銅 | ○ | ○ | ◎ | ○ | ○ | - |
銅 | ○ | ○ | ◎ | ◎ | ◎ | - |
鋁 | - | - | - | - | - | ◎ |
◎:最佳 ○:佳 -:不適 | ||||||
連接圖示
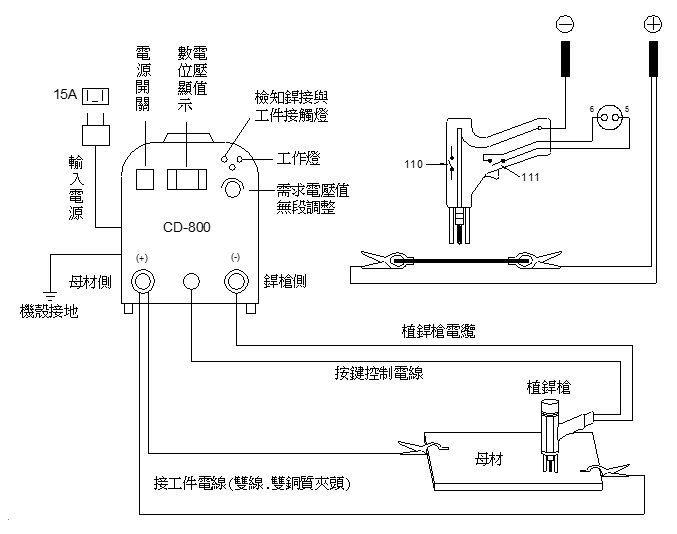
植釘槍說明

